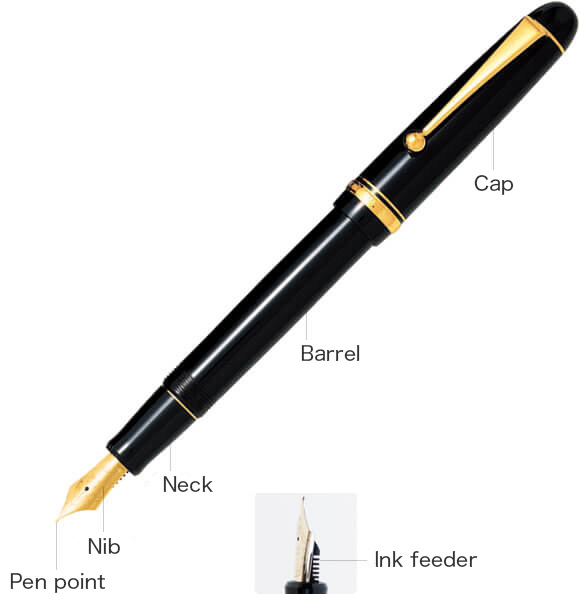
Made-entirely-in-Japan,
from the nib to the body
In 1918, PILOT manufactured the first made-entirely-in-Japan fountain pens.
Since then, we have been committed to the complete domestic production of all parts and have conducted in-house integrated manufacturing, from the metal alloys that form the raw materials for the nibs to final finishing.
scroll